【冷挤压套筒厂家】钢筋套筒型号-新峥机械
冷挤压套筒厂家就找新峥机械,衡水新峥机械 生产冷挤压套筒,焊接套筒等等加工各种类型各种型号的钢筋套筒,并生产与之相配合使用的滚丝机,冷挤压机等等钢筋机械。衡水新峥机械连接设备有限公司为您提供优质的产品与热情服务。
施工操作工艺 :
挤压连接前应清除钢套筒和钢筋被挤压部位的铁锈和泥土杂质;同时将钢筋与钢套筒进行试套,如钢筋有马蹄弯折或鼓胀套不上时,用手支砂轮修磨矫正。
钢筋应按标记插入钢套筒内,并确保接头长度,同时连接钢筋与钢套筒的轴心应保持同一轴线,迟钝防止压空、偏心和弯折。
挤压时,挤压机的压接应垂直于被压钢筋的横肋,同时挤压应从钢套筒中央逐道向端部压接,如对Ф32钢筋每端压六道压痕。
为加快压接速度,减少现场高空作业,可先在地面压接半个压接接头,在施工作业区把钢套筒另一段插入预留钢筋,按工艺要求挤压另一端。

钢筋套筒挤压工艺;
先将半套管插入结构待连接的钢筋上,使挤压机就位,再放置与钢筋配用的压模和垫块;然后按下手控上开关,进行挤压,同样当听到液压油发出溢流声,按下手控下开关;再退回柱塞及导向板,装上垫块,按下手控上开关,进行挤压;按下手控下开关,退回柱塞再加垫块;然后再按手控上开关,进行挤压,再按手控下开关退回柱塞; 后取下垫块、压模、卸下挤压机,钢筋连接即告完成。
冷挤压套筒规格型号:
|
型号 |
外径mm |
壁厚mm |
长度 |
每件重量(kg) |
单支只重量 |
包装数量 |
|
16 |
30 |
5 |
100 |
31 |
0.31 |
100 |
|
18 |
34 |
5.5-6 |
118 |
32.9 |
0.47 |
70 |
|
20 |
36 |
5.5-6 |
120 |
31.8 |
0.53 |
60 |
|
22 |
40 |
6-6.5 |
132 |
31.5 |
0.7 |
45 |
|
25 |
45 |
7-7.5 |
150 |
30 |
1 |
30 |
|
28 |
50 |
8-8.5 |
168 |
28.6 |
1.43 |
20 |
|
32 |
57 |
9-9.5 |
192 |
31.5 |
2.1 |
15 |
|
36 |
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
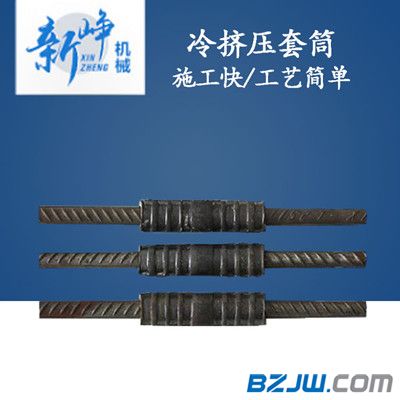
冷挤压套筒连接原理:
钢筋冷挤压连接工艺的基本原理是将两根待接钢筋插入钢筋连接套筒,采用冷挤压机由径向挤压连接套筒,使套筒产生冷塑变形而箍紧钢筋,由此产生抗剪力来传递应力荷载。
内容申明:中华标准件网为互联网信息服务提供者,中华标准件网 (含网站、客户端等)所展示的商品的标题、价格、 详情等信息内容系由商家发布,其真实性、准确性和合法性均由商家负责。中华标准件网 提醒您购买商品前注意谨慎核实,如您对商品的标题、价格、详情等任何信息有任何疑问的 ,请在购买前与商家沟通确认;如您发现商铺内有任何违法/侵权信息,请立即向中华标准件网举报并提供有效线索。


